全自动包装机:适用行业生产加工行业
1.全自动包装机械用途广泛:
市场上:食品.化工.医药.轻业使用(机械行业相对较少)。
2.具有使用方便
一次完成多道工序:拉袋 制袋 充料 打码 计数 计量 封口 送出产品 可自动化 设定后无人操作。
3.
中国市场的全自动包装机产量以可接近120-240包分钟 替代80年代的手工制品 产量大大超过当时数倍。
4.干净卫生节能
使用全自动包装机干净卫生 不再需要手工作业 可能使用 干净 卫生 省料 省袋 省费 环保的功能。
粉料包装机适宜各类均匀颗粒、各类粉体的全自动计量包装,可自动完成计量、制袋、包装、封口、打印、计数等整套包装流程,配备自动料位控制,可选除静电、吸尘装置。广泛应用于食品、药品、化工、添加剂等诸多行业。
工业自动化的发展让传统机械行业发生了翻天覆地的变化,机械自动化程度高、机器代替人工的现象也越来越普遍。在包装机械领域这种变化为,以往普遍采用的都是半自动包装或更为落后的人工包装,这种方式相对于全自动包装来说缺点很多,由于包装环境差、粉尘大、工人劳动强度大,对人体会造成一定的危害;然后人工包装及半自动包装在计量上相比全自动包装误差要大很多;在包装速度上人工包装及半自动包装效率较低也越来越满足不了当下的生产需要。目前全自动包装机的优势主要有:
1、:全自动包装机包装可以的完成送料、计量、装袋、打印日期、产品输出全部的生产过程,全自动包装机计量精度高、效率快、节省材料的同时还减少了人工成本。
2、降低劳动强度:全自动包装机代替人工包装使工人从繁重的工作当中解放出来。像一些体积大重量重的产品手工包装耗费体力还容易受伤;其次有些产品生产过程中会产生粉尘、有、有性的的对人体有毒的危害。全自动包装机可以有效的解决这些问题。
3、节能环保:一般来说服务好的全自动包装机都有自动检测这一功能,因此对于那些包装不合格的产品机器能够智能的自动筛选再次进行重新包装,提高了合格率的同时还不浪费物料,在降低损耗的同时还便于维护和操作,在很大程度上减少了生产成本。
4、安全卫生:人工包装由于人工参与很难避免人与生产产品接触,由此一来可能会污染产品导致生产质量很难。全自动包装机从投料到成品全程自动化生产没有人工参与,这种包装生产线减少了包装环节的污染,为企业的信誉提供了良好的。
吨袋包装机技术特点:
1、吨袋包装机是针对粉体物料的各自特点和使用厂家不同的要求,量身定做,设计而成。设备技术,,易损件少;
2、吨袋包装机的加料、包装无级调速,设备性能稳定,包装精度高,速度快;
3、可编程的电控系统,控制过程高度可靠;
4、防尘除尘设计,降低工作环境下的粉尘污染;
5、称重系统是电子秤台秤式计量,采用全面板数字调校及参数设定,具有重量累计显示及自动去皮、自动校零、自动落差修正等功能,灵敏度高,抗干扰能力强;
6、仪表配有通讯接口,便于联机联网,可对包装机进行实时和网络化管理。
自动称重包装机的原理:
1、自动称重包装机触摸屏控制系统,支持中英文,操作简单实用。
2、自动称重包装机的振动料盘运行平稳、噪音低,不损伤原料,采用精密的计数控制装置,计数的准确率,消除负误差,自动称重包装机 中每个送料器可任意开启或关闭,以方便生产需要。
3、每套料盘装有料满停机、缺料报警或停机装置,确保每袋准确无误。自动称重包装机有自诊断功能,当出现故障后能够自动报警或者停机(报警或者 停机用户可选),装有多个急停按钮,方便操作。
4、自动称重包装机能实现对物料自动排列、自动计数、填充、封口、包装、输送。产品包装个数随意调节、装包袋数可自行控制,自动显示包装数量, 可方便的统计出机器的工作量。
5、自动称重包装机具有可靠的安全防护功能(各危险部位均安装有安全保护装置)。
6、高度兼容,可满足市面上超过90%不同形状的零件的包装要求。
7、自动称重包装机通过加装输送斗,可支持多种配件自动包装,链条在前进过程中更加平稳、快速,安全、噪声低。
8、可根据顾客的要求增加振动盘、上料机、袋子打孔装置、打码机、成品输送机等设备。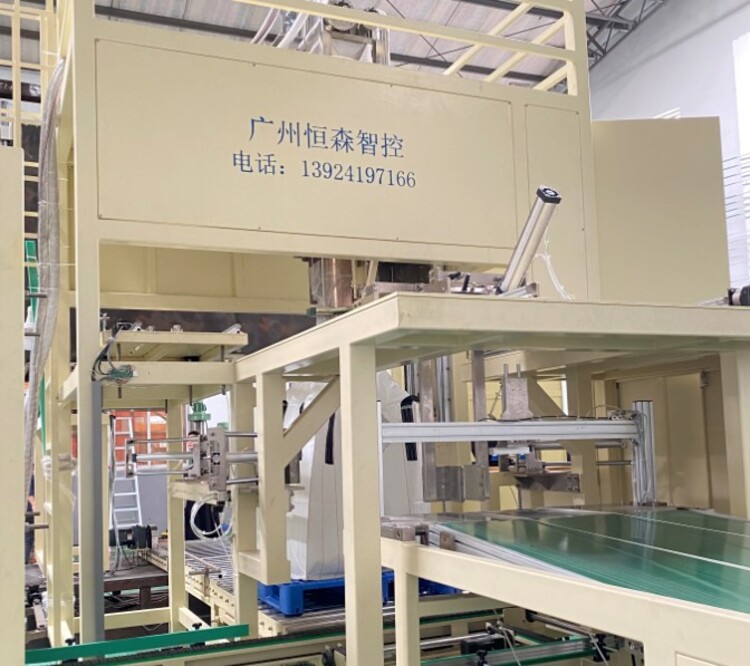
自动粉料包装机优势:
自动粉料包装机不断去引入大量的新技术新工艺,提高了机械设备在灵活实际应用性,通常的结合于各种各样不一样粉料包装机传动机构的优化设计方法块的包装,它的度较高,降低了物料的浪费现象。自动粉料包装机进一步提高了生产制造颗粒商品的率,粉料称重包装机命、可靠性好、替代人工、全自动计量检定;没受塑料包装容器的限定,合适多种物料种类和包装规格型号转变使用;大数字显示信息简变形象化,包装产品规格可调,工作状态可随意转换,实际操作比较简单。