桥式滤水管在这种恶劣的条件下,提拔力超过桥式管的抗拉、抗挤压力大时,桥式滤水管的桥部分被拉伸,接着桥被拉直,后导致桥式管整体变形。另一方面,当使用空压机或活塞洗井时,桥式管内外形成强大的压力差,使桥式管向内凹陷,则会导致桥式管大面积或者完全变形,这个力来源于空压机或活塞的抽吸力。上述两种现象,在作过程中一定要慎重,予以避免。桥式滤水管所能够承受的拉力和挤压力,取决于管材材质、壁厚和管径。同时也与加工技术工艺、桥的几何尺寸及孔隙率有关。
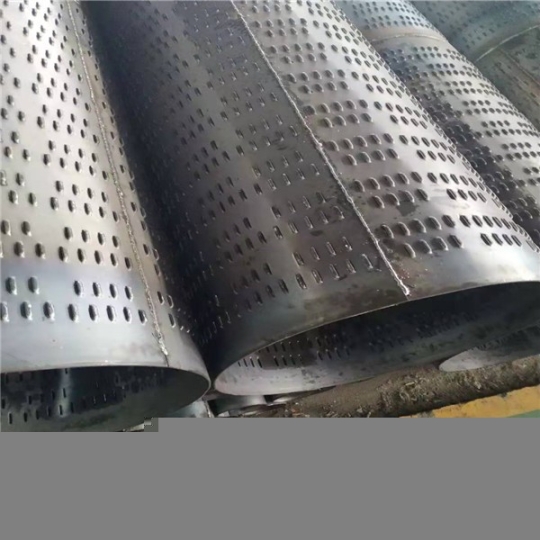
八十年代地质矿产部开始引进推广,并取得令人满意的效果,被誉为“理想的水井过滤器”。高强度过滤管是一种具有有桥形孔眼的螺旋滤水管材,相对于传统桥式过滤管采用双面自动埋弧焊焊接工艺焊接而成,焊缝更为均匀饱满,设计更为合理、结构特,抗压能力远传统工艺桥式滤水管,外形美观、质量可靠,是现代钻井行业理想的换代产品,适用于水文地质勘探、钻井、凿井施工,水库降水,基础深挖降水、地热开发利用、矿泉水开发、冶金地质、煤田地质、化工地质、地温空调,坏井修复,地下水源地取水、农田改造、城市供水等各行各业的施工建设。
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
传统滤水管制造过程中的垫筋和缠丝工序都取消了,因此成本费用降低了进百分之20。并且节约了钻孔和缠丝时间。可以根据用户的不同需要,镀有不同的防腐层,从而能够提高水井的使用寿命。造价低廉,传统滤水管制造过程中的垫筋和缠丝工序都取消了,因此成本费用降低了进百分之20。并且节约了钻孔和缠丝时间。可根据用户要求,提供任意直径的桥式滤水管,材料可选碳钢,锰钢,不锈钢等。造价低廉第五管壁厚度可在2—8毫米之间选择。
螺旋滤水管制造方法是双面埋弧焊螺旋法,从钢卷材料到制作成螺旋滤水管,所有的工艺加工过程均在螺旋滤水管机组上连续自动实现。螺旋滤水管机组主要由钢带送进台(前桥 )、成型机、钢管输出支承台(后桥 )、液压系统、电控系统和焊接系统等六部分组成。。螺旋滤水管机组生产设备的主要性能参数为:可生产螺旋滤水管直径范围为219-3620mm;可生产螺旋滤水管长度为18米(注:超过18米运输就比较困难了);可生产的螺旋滤水管壁厚范围为5—25.4mm,钢带宽度范围为700~2OOOmm;适用钢材材质为Q235、Q345、X42~X70;适用钢卷重量为 40吨。
制作工艺及规格。
割缝筛管分两大类:即石油割缝管和采水割缝管,分别采用各种钢级管材。
割缝管主要技术参数:
材料:碳钢、不锈钢
管材类别:石油套管、油管;
管长(单根):≤15m;
管材外径:50~500mm(长度≤15m)
壁厚:≤20mm;
缝宽:(0.10~4)mm ±0.03mm;
产品特点:
1.割缝管适用于出砂粒径大于0.3mm的出砂井防砂。
2.割缝边缘垂直度好,切边光滑、没有刺,割缝均匀。
3.过流面积大,27/8”筛管300条割缝/1.5m,比同规格油管过流面积大2.4倍。
4.整体进行防腐处理,提高了筛管的抗腐蚀性及耐磨性,可延长其井下工作寿命。
5.割缝管采用套管本体加工,强度高,不易变形
6.内通径大,易于进行管串配置。