HRB400/HRB500/HRB600/630环氧树脂涂层螺纹钢,美标GR60/英标460B、B500B/澳标500E、500N环氧树脂涂层螺纹钢,环氧树脂涂层圆钢传力杆,环氧树脂涂层精轧螺纹钢,厂家直销、规格齐全、现货厂发、质量***。
环氧涂层钢筋特性
环氧涂层钢筋是对普通变形钢筋进行除锈、清洗、打毛、加热后,用环氧树脂以电离子喷射的方式喷涂在钢筋表面,涂料固化、冷却后再对钢筋进行微孔处理制造出来的一种钢筋材料。化学稳定性良好的环氧涂层钢筋,其表面涂层必然是连续完整的,能够在钢筋表面形成一种隔绝水、氧等侵蚀性介质的的物理保护层,能够提高结构物抵御外界侵蚀的能力,延长其使用寿命。相对于其它涂层类型的钢筋来说,环氧涂层钢筋的制造成本较低,制造工艺更加简单,在耐磨性、防腐性、环保性方面表现更好;而相对于普通钢筋来说,除了防腐、耐磨以外,环氧涂层钢筋的混凝土保护层更薄,在工程应用方面具有***的优势。

环氧树脂涂层精轧螺纹钢PSB830/PSB930/PSB1080

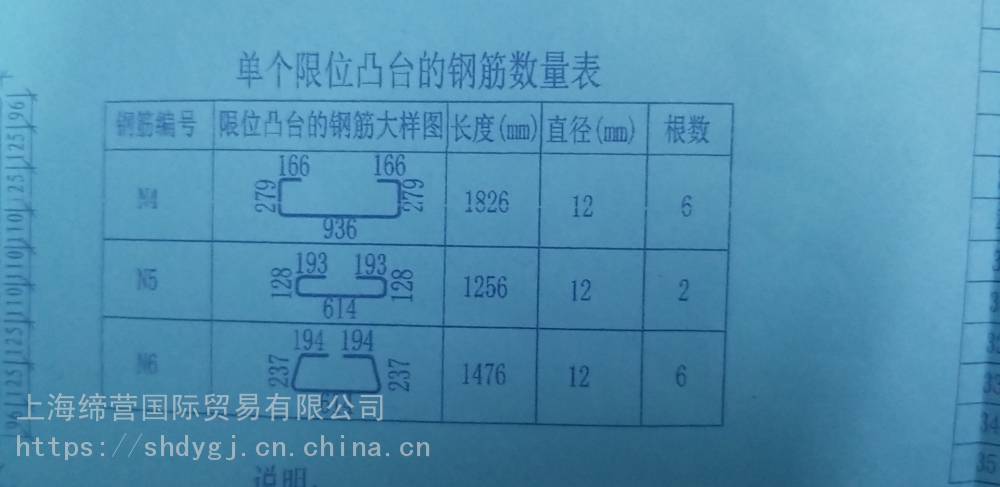
环氧树脂涂层钢筋N4/N5/N6切割折弯加工




环氧树脂涂层螺纹钢HRB400/HRB500/HRB600



环氧涂层钢筋使用特点
环氧涂层钢筋设计使用时与混凝土的粘结强度为无涂层钢筋的80%;锚固长度为无涂层钢筋的1.25倍;绑扎搭接长度受拉钢筋为无涂层钢筋的1.5倍;受压钢筋为1.0倍,且不应小于250mm;承载力、裂缝宽度和刚度的计算方法与无涂层钢筋构件相同,但裂缝宽度计算值应为无涂层钢筋的1.2倍,刚度计算应为无涂层钢筋的0.9倍。
环氧涂层钢筋的加工
弯制钢筋时,要确保作业环境温度在5℃以上;若采用冷弯工艺,必须用尼龙套筒或塑料套筒垫在与环氧涂层钢筋接触法的支座和芯轴等区域,接触的平面上铺设布垫层,严防土层被接触到的金属物挤压或被损坏。涂层钢筋的弯曲直径,对直径d≤20mm钢筋,至少要在4d以上;对直径d>20mm钢筋,至少要达到6d,同时将弯曲速度控制在8r/min以内(采用厂家提供专用芯轴可有效防止弯曲部位裂缝)。
采用绞丝机、砂轮锯对涂层钢筋进行切断、绞丝加工时,在直接接触涂层钢筋的部位,应垫以缓冲材料;严禁采用气割方法切断涂层钢筋。
环氧涂层钢筋的安装
为了在不破坏环氧涂层的前提下确保钢筋绑扎结实、牢固,应该使用专用包胶铅丝,用十字交叉钢筋绑扎成“X”形,严谨直接用金属丝进行钢筋绑扎。环氧涂层钢筋与无涂层钢筋严谨有电连接,应该使用与涂层钢筋配套的套筒和螺母机型钢筋的连接,然后使用专用材料对连接处进行修补。
墩身模板吊装时设专人指挥,避免在操作过程中损伤涂层。架立环氧涂层钢筋后,钢筋上不得放置重物,任何人不得在钢筋上行走。安装完后加强检查,及时修补破损处,带破损处的新涂料***固化后再开始浇筑混凝土。用专用塑料环形垫块固定钢筋和模板,但是该定位垫块必须在钢筋绑扎工序前安装完毕。
在浇注混凝土时选用合适的振捣方法或采取必要的措施,插入式振动器振捣时,用塑料或橡胶将振动器包覆,以防环氧涂层遭到破坏。砼布料时不得冲击涂层钢筋,以防损坏。

环氧涂层钢筋的修补
在搬运钢筋或者在钢筋施工中,如果不慎损坏了钢筋表面的环氧涂层必须专用材料及时修补,修补材料通常由钢筋生产厂家提供。修补时,先用温和的清洗剂将破损的涂层和该部位钢筋表面的锈迹清理干净,确保该处没有残留油脂。修补时如果作业环境的相对湿在85%以上,必须用电热吹风器进行除湿。修补时注意把控新涂料与原涂层的搭接范围,新涂层厚度至少达到180靘,但是尽量不要使原涂层厚度增加。

环氧树脂涂层钢筋是在普通钢筋表面通过静电喷涂粉末高温熔结工艺制备一层环氧树脂保护涂层,涂层具放腐蚀性能,不与酸碱反应,能长期经受混凝土的高碱性环境而不被破坏。并且涂层具有不渗透性,因此能阻止腐蚀介质如水、氧气、氯化物等化学成分与钢筋接触,保护了钢筋,使其寿命大大延长。
生产加工环氧树脂涂层钢筋的制作工艺简单分为以下几个步骤:
1、钢筋表面处理(喷砂除锈净化、打毛)
2、钢筋加热
3、静电喷涂
4、涂层固化
5、净水冷却
6、进行严格的产品检测
专注环氧树脂涂层钢筋现货
环氧涂层树脂螺纹钢生产品种
建标JG3042-1997、住建部标JG/T502-2016 国标GB/T25826-2010标准JTJ275、美标ASTM A775、英标BS7295、ISO14654及香港土木工程总规章。
