| 订货号 | 078 | 品牌 | 贝发机械 | 型号 | p'vc |
| 货号 | 078 | 管径范围 | 20-630(mm) | 挤出能力 | 200(kg/h) |
| 可生产管材类型 | Pp管,PE管 | 售后服务 | 一年内保修 | 规格 | 20-110,订购配件 |
| 是否跨境货源 | 否 |
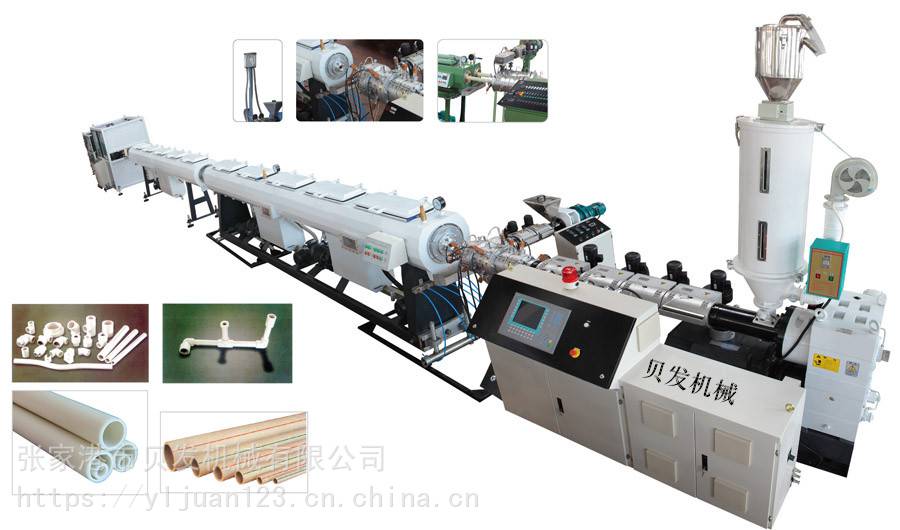
1. 挤出机
挤出机包括挤出螺杆、机筒等。挤出机单位时间挤出量直接影响到整条生产线的生产能力,挤出机对PE 原料的塑化能力也直接影响产品的质量。在聚合物加工工业中应用最普遍的螺杆挤出机为塑炼式螺杆挤出机,它可用于注射成型和各种挤出成型。塑炼式螺杆挤出机可分3 段:固体输送段、熔融段、挤出段。PE 粒料或粉料从料斗落入机筒内,随着螺杆行进压实粒料,PE 粒料沿螺槽挤压前行,在熔融段粒料将成为均相PE 料流,随后通过主体模具挤出。
2. 主体模具
主体模具的作用是使挤出机挤出来的PE 熔融物均匀地通过整个模具断面,使PE 熔融物形成连续的管材。主体模具由口模、芯模、加热装置、模具支座等组成,芯模靠分流支架(分流梭)支撑于口模之中,PE 料流在口模与芯模之间的流道中流动。目前,广泛采用的模具为筛篮式模具,这种模具可使PE 料流流动速率达到预期值,同时还具有阻力小、产量高、结构紧凑、连接合理、更换方便等特点。PE 料流通过口模挤出后与芯模的锥型头接触,逐渐充满口模与芯模的流道,在挤出压力下持续前进。遇分流梭后PE 料流被分成多股PE 流,PE 料流之间产生分离。为了消除流纹和保持各点的PE流压力均匀,筛篮式模具在分流梭后设置了孔板,使PE 流通过孔板重新交融,使熔融状态的原料充分融合。
3 .负压定径舱
在设计负压定径舱时应选用功率较高的真空泵,来弥补舱体密封不严的缺陷。定径舱内设有密集的高效喷淋设备,冷却水从PE 管坯的四周均匀喷洒在PE 管坯表面,使PE 管坯尽可能快地冷却、定径。在实际生产中不可避免地会从外界进入一些杂质到水中,为了喷淋设备的工作稳定并减少维护工作量,在水泵前端设置过滤单元,避免杂质堵塞管道和喷头,延长设备使用寿命。为了引管的方便和易操作,在舱的底部加设一套纵向行进装置,使舱体在水平轴向可以移动。
4 .定径装置
定径装置主要控制PE 管坯的最初直径,考虑到PE 管属于柔性材料,温度对其收缩膨胀影响较大,在制造定径装置时应适当增大定径装置的内径。
5 .二次冷却系统
由于管坯在负压定径舱出口处温度仍不能降到室温,即没有完成最终定径,要对管材进行二次冷却。在设计二次冷却系统时应考虑到循环水水质对循环管道的影响,为了防止管道腐蚀,可采用铜管材,也可采用不锈钢管材。
6 .牵引装置
牵引装置对控制管材的壁厚十分重要,在不同牵引速率下PE管的壁厚会发生变化,一般牵引速率快则PE管壁厚减小,反之壁厚增加。牵引装置使多条链轮在同一速率下转动,***了各点的同步牵引。在控制橡胶带和管材表面的接触压力时,采用了气动控制系统,通过比例调节阀可***调节接触压力,***管材各点受力均匀,各点前进速率恒定,从而控制PE管壁厚。
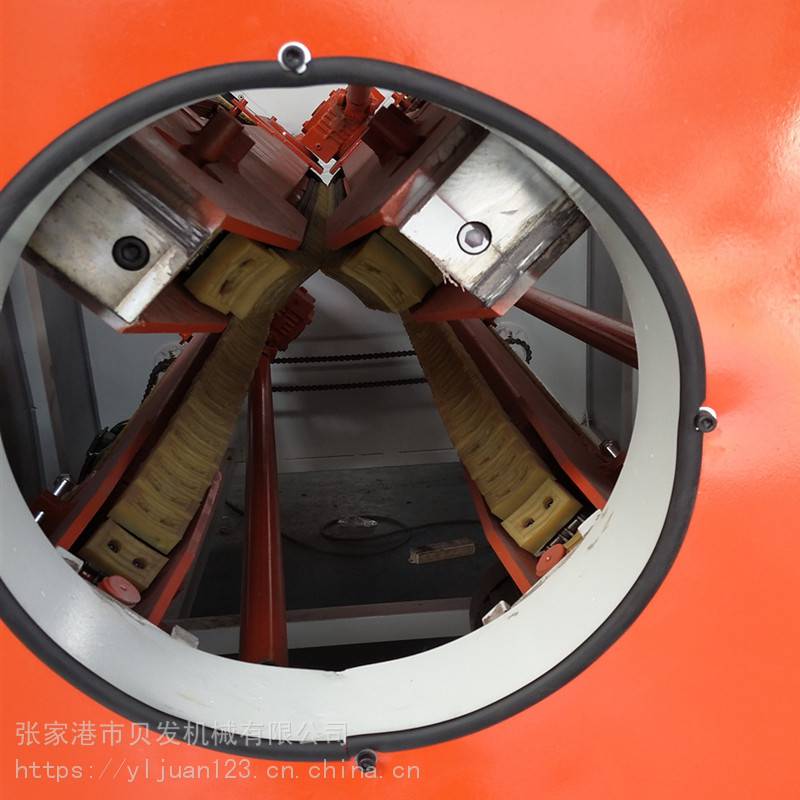
7.切割装置
切割装置对管子的质量很重要,直接影响管材的外观和质检结果。 行星回转式切管机是使自转的刀片绕着管子公转进行切割。管子被加紧在确保和刀片垂直的自定心卡盘上。切割前,进刀手柄***刀,然后固定进刀位置,接着旋转首轮,在刀片公转一周后,管子自动切割下来。由于夹持面和切割面非常垂直,切割中受力并不大,所以可以得到与管子垂直的切割平面 行星回转式切管机是使自转的刀片绕着管子公转进行切割。管子被加紧在确保和刀片垂直的自定心卡盘上。切割前,进刀手柄***刀,然后固定进刀位置,接着旋转首轮,在刀片公转一周后,管子自动切割下来。由于夹持面和切割面非常垂直,切割中受力并不大,所以可以得到与管子垂直的切割平面 。